DEHYDRATION DURING FREEZING AND WHY YOU SHOULDN'T IGNORE IT
In general terms, dehydration is the process of water loss, however we want to look at a specific type of dehydration, namely: dehydration of the products during freezing. In this case, we refer to dehydration as the process of water loss through the product’s membrane when exposed to cold airflow during freezing.
If you wonder why dehydration seems to be given so much importance, here is the answer: all the moisture lost during product processing is product weight lost, and product losses are money losses. Therefore by understanding how dehydration can be minimized you can increase your profitability.
Some tend to think this losses are so small that they can be neglected and this is a very grave misconception. Did you know that in a mechanical freezer, dehydration can reach even 4% to 5%? So by a hypothetical calculation, if you process yearly 10,000 tons of product and you lose 5% through dehydration that means you lose at least 500 tonnes of product per year – product literally evaporating from your invoices. The good news is: dehydration can be minimized a lot through a combination of 2 factors: short freezing time and the right aerodynamics. Let’s look closer into these two.
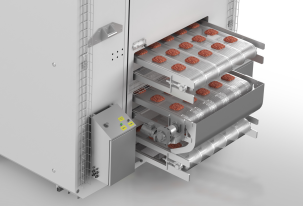
A short freezing time is important for an obvious reason: the faster the temperature of the product is dropped – the lower the evaporation time, as the water from the product has less time to move into the air as it gets frozen. And this is why a good IQF technology is the solution. Depending on the product size of course, the freezing time in an OctoFrost IQF freezer with a freezing temperature of -26C can variate between 2 and 7 minutes. In other IQF freezers the time is always closely connected to the freezing temperature and usually the time is more or less similar to the OctoFrost freezing time. All in all, IQF freezers provide a significantly less freezing time when compared to 48 hours freezing process in a cold storage for example.
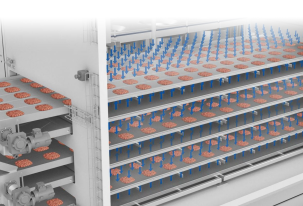
But things get even more interesting when it comes to aerodynamics. There is a lot of debate around how to measure the level of dehydration. There are methods such as weight-in-weight-out but which don’t offer a good precision as sometimes it’s impossible to weight the products right before the freezer, so they are weighted before starting the pre-treatment which already changes the weight of the product, making the results inconclusive. But there is a much more reliable factor to look at when trying to understand dehydration levels: snow formation. As an IQF tunnel freezer is a closed system, it is obvious that the snow formed inside the freezer can only come from the product’s lost humidity, therefore the more snow – the more product you lose. There are IQF freezers that have as part of their design a “snow room”, a space where snow can land during production. But how are aerodynamics connected to the amount of snow? Aerodynamics in the IQF freezer determine some key parameters such as air velocity, air pressure and relative humidity. OctoFrost has learned to juggle these parameters in such a way that the snow simply doesn’t have the pre-conditions to form by keeping a certain air velocity and pressure. Therefore the humidity in the air stays constant and does not precipitate in snow – which would decrease the relative humidity and would dehydrate the products even more.
OctoFrost freezer does not have a snow room and doesn’t need one, because the aerodynamics of the OctoFrost IQF freezer together with the short freezing time, do not allow snow formation and therefore reduces the product dehydration under 1%. This level of dehydration can be verified through a number of methods, including weight of snow after a full day of production. So next time when you look for an efficient freezing equipment on the market, don’t forget to ask about the dehydration levels in that equipment, because dehydration means product loss and product loss means your loss.
GET IN TOUCH